
.jpg")
免焊接工艺采用的是最新咬合技术,对不锈钢材料进行物理性折叠后咬合,在咬合处添加硅胶防漏;进出水口、排气口、空气能接口均采用咬合工艺,实现了全免焊。保温桶在生产过程中主要通过数控机械设备控制产品品质,对员工技术水平依赖度低,废品率水平在1‰以下,生产成本得到有效控制。
保温桶生产采用最新生产工艺,在传统立式开盖发泡工艺基础上,通过对设备的创新改造,实现了保温桶的高压扣盖发泡,使发泡量在密封空间自行膨胀,适当增加当量,使得发泡量在膨胀过程中,在上盖和重力的双重作用下继续向下回流。使得保温桶两端和桶体的保温层形成了一个整体。在发泡量配方相同情况下,常规开盖发泡工艺保温层最低端密度35-36KG/M3,保温层最顶端密度30-31KG/M3,两端密度差距较大;高压扣盖发泡太阳能保温桶密度两端及桶体密度基本相同,密度为33KG/M3。
在生产过程中保温桶规格不同,需要再不同批次生产中更换模具,生产效率低,人工投入大,间接费用高。通过对设备的改造,在上扣盖加装压力调节器,减少高压发泡对端盖的直接冲击;在底部加装定位圈,一方面降低更换摸具的时间、另一方面对保温桶进行加固,不出现摇晃情况,保证保温层的均匀。
保温桶高压扣盖发泡生产线图
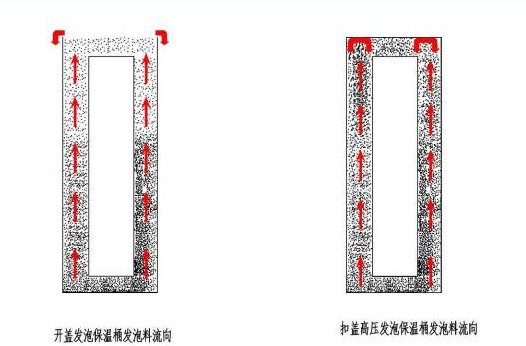
如上图所示:传统开盖发泡工艺,上部端盖在桶体保温层发泡完毕后再盖上,这样保温料当量少保温层密度不够,保温料当量多造成保温料外流,对原材料造成浪费,清理困难;后图为我公司独家采用扣盖发泡工艺,两端端盖改好后,发泡量在上部端盖的打料口进入,适当增加当量使保温料在收到上部端盖阻挡好重力双重作用下向下流动,使得整个保温层一体化程度高,保温效果更佳。
产品附件:






联系信息




厂址:云南省昆明市西山区海口工业园区管委会一楼
门市:昆明市官渡区红聚灯具窗帘批发市场B1-2栋





